
Бережливое производство (Lean Manufacturing) — это система управления процессами, направленная на сокращение потерь, повышение эффективности и создание максимальной ценности для клиента при минимальных затратах ресурсов. В основе Lean лежат принципы производственной системы Toyota, которые доказали свою эффективность в промышленности, логистике, сервисе и смежных отраслях.
Ключевая идея Lean — не увеличивать нагрузку и объёмы, а устранять все, что не создает ценности. Это позволяет бизнесу снижать издержки, ускорять процессы, стабилизировать качество и повышать управляемость операций даже в условиях дефицита ресурсов и персонала.
«Пять S» и визуализация: базовые шаги внедрения
Система 5S как основа Lean
Одним из первых и самых практичных шагов внедрения Lean становится система 5S — метод организации рабочего пространства.
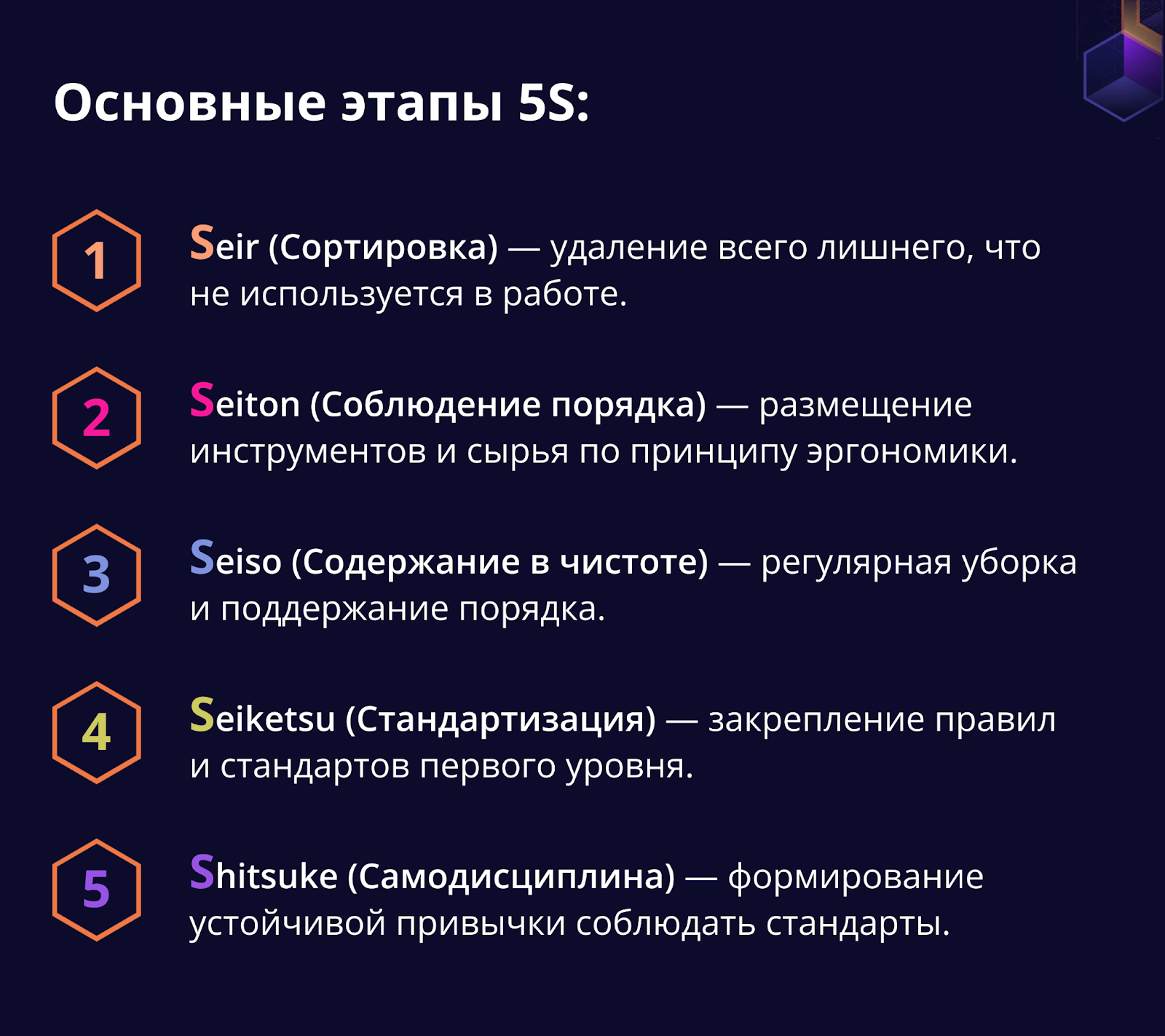
5S позволяет сократить время на поиск инструментов, снизить количество ошибок и травм, повысить производительность труда и создать стабильную рабочую среду.
Визуализация процессов и карта потока ценности
Визуализация делает процессы прозрачными и управляемыми. Один из ключевых инструментов — карта потока создания ценности (Value Stream Mapping, VSM). Она отображает путь продукта от сырья до готового изделия, включая:
- этапы обработки,
- запасы,
- ожидания,
- информационные потоки.
VSM помогает выявлять узкие места, избыточные операции и точки накопления потерь, которые становятся приоритетами для оптимизации.
3. Устранение потерь: как Lean помогает сокращать издержки
Центральный элемент Lean — выявление и устранение потерь, не создающих ценности для клиента.
К наиболее распространённым видам потерь относятся:
- перепроизводство,
- ожидание,
- лишняя транспортировка,
- избыточные запасы,
- лишние движения сотрудников,
- дефекты и переделки.
Работа с этими потерями позволяет:
- снижать материальные и трудовые затраты,
- уменьшать запасы и замороженные средства,
- ускорять производственные циклы,
- повышать стабильность качества.
Инструменты улучшения: методы постоянного совершенствования
Kaizen — непрерывное улучшение
Kaizen — это подход к постоянным небольшим улучшениям, вовлекающий всех сотрудников. Работа строится через цикл PDCA: планирование, выполнение, проверка и корректировка. Kaizen-сессии позволяют быстро находить и внедрять улучшения без значительных инвестиций.
Kanban — управление по фактическому спросу
Kanban организует поток работы по принципу вытягивания. Производство и перемещение материалов запускаются только при наличии реального запроса от следующего этапа, что снижает запасы и делает процессы более предсказуемыми.
Непрерывный поток и стандартизированная работа
Непрерывный поток минимизирует простои между операциями, а стандартизированная работа фиксирует лучшие практики выполнения задач. Вместе эти инструменты снижают вариативность, повышают качество и делают процессы воспроизводимыми.
Дополнительные инструменты Lean: как и зачем они применяются на практике
Помимо базовых инструментов бережливого производства, таких как 5S, Kaizen и визуализация потоков, Lean включает расширенный набор методов, которые помогают стабилизировать процессы, снизить издержки и повысить качество без увеличения ресурсов. Эти инструменты используются, когда компания уже навела порядок на рабочих местах и перешла от локальных улучшений к системному управлению производственными потоками.
Poka-Yoke — защита от ошибок на уровне процесса
Poka-Yoke — это метод предотвращения ошибок, при котором процесс или оборудование изначально спроектированы так, чтобы ошибочное действие было невозможно или сразу выявлялось. Название происходит от японского выражения «защита от непреднамеренной ошибки».
Смысл подхода в том, чтобы не полагаться на внимательность человека, а устранять саму возможность ошибки. Это особенно важно в операциях с повторяющимися действиями и высокой ценой брака.
На практике Poka-Yoke реализуется через:
- конструктивные ограничения (деталь можно установить только в одном положении);
- датчики и индикаторы, сигнализирующие об отклонении;
- блокировку перехода к следующей операции при нарушении условий.
Результат — снижение дефектов, сокращение затрат на контроль качества и переделки.
TPM — всеобщий уход за оборудованием
TPM (Total Productive Maintenance — всеобщий уход за оборудованием) — это система управления техническим состоянием оборудования, направленная на предотвращение поломок, простоев и потерь качества.
Ключевая идея TPM заключается в том, что за стабильную работу оборудования отвечают не только службы ремонта, но и операторы. Они вовлекаются в базовое обслуживание, диагностику и раннее выявление неисправностей.
TPM позволяет:
- сократить внеплановые простои;
- повысить доступность и надёжность оборудования;
- снизить аварийные ремонты и связанные с ними издержки.
Heijunka — выравнивание производства
Heijunka — это инструмент выравнивания производственного потока по времени и объёму. Его задача — сгладить колебания спроса и нагрузки, которые приводят к пиковым перегрузкам, простоям, накоплению запасов и стрессу персонала.
Вместо работы «рывками» производство распределяется равномерно, исходя из усредненного спроса. Это делает процессы более предсказуемыми и управляемыми.
Практически Heijunka реализуется через:
- планирование выпуска небольшими партиями;
- равномерное распределение заказов;
- визуальные инструменты, такие как heijunka-box — таблицы, показывающие, что и когда производится.
SMED — быстрая переналадка оборудования
SMED (Single-Minute Exchange of Dies — быстрая переналадка) — методика сокращения времени переналадки оборудования при смене продукта или партии. Цель — снизить время переналадки до однозначного количества минут, то есть менее десяти.
Сокращение переналадок дает бизнесу сразу несколько эффектов:
- снижение простоев оборудования;
- возможность работать с меньшими партиями;
- рост гибкости при изменении спроса;
- уменьшение незавершенного производства и запасов.
Jidoka — встроенное качество
Jidoka — принцип встроенного качества, при котором процесс автоматически останавливается при обнаружении отклонения или дефекта. Это может быть как автоматическая система, так и решение оператора остановить линию.
В отличие от контроля «на выходе», Jidoka позволяет:
- выявлять проблему сразу в точке ее возникновения;
- предотвращать распространение дефектов дальше по цепочке;
- снижать затраты на исправление ошибок.
Анализ корневых причин: метод 5 Why и RCA
Метод 5 Why (пять «почему») и RCA (Root Cause Analysis — анализ корневых причин) используются для поиска истинных источников проблем. Суть подхода — не устранять симптомы, а докапываться до первопричины отклонения.
Последовательное задание вопроса «почему?» помогает выявить системную ошибку в процессе и устранить ее так, чтобы проблема не повторялась.

Пошаговая инструкция по внедрению Lean-производства
Внедрение бережливого производства — это всегда управляемый процесс изменений. Он требует подготовки, обучения и постепенного масштабирования.
1. Подготовка и постановка целей
На первом этапе важно определить, зачем компании Lean. Цели должны быть измеримыми и привязанными к бизнес-результатам: снижение издержек, сокращение сроков производства, уменьшение запасов, повышение качества.
Параллельно формируется команда лидеров Lean — руководители и ключевые специалисты, которые будут отвечать за внедрение и поддерживать изменения. Без вовлеченности управленцев Lean редко даёт устойчивый эффект.
2. Обучение и формирование общего понимания
Перед началом практических изменений персонал обучается базовым принципам Lean и логике устранения потерь. Важно, чтобы сотрудники понимали:
- что считается потерями;
- зачем меняются процессы;
- какую роль каждый играет в улучшениях.
Обучение снижает сопротивление и повышает вовлеченность.
3. Анализ текущего состояния процессов
На этом этапе используется принцип Gemba (метод так называемого “грязного пола”) — выход непосредственно на производственную площадку для наблюдения за реальными процессами. Анализ дополняется картированием потока создания ценности (Value Stream Mapping), которое показывает:
- где возникают ожидания и простои;
- где накапливаются запасы;
- какие этапы не создают ценности.
Результатом становится список приоритетных проблем, а не абстрактные гипотезы.
4. Внедрение базовых инструментов Lean
После анализа начинают с фундаментальных решений:

Эти инструменты дают быстрый и заметный эффект, формируя основу для дальнейших изменений.
5. Оптимизация потоков и оборудования
Когда базовые процессы стабилизированы, переходят к более сложным задачам:
- выравнивание производства с помощью Heijunka;
- сокращение простоев через SMED;
- повышение устойчивости оборудования через TPM.
На этом этапе Lean начинает влиять не только на порядок, но и на производственную мощность.
6. Контроль качества в источнике
Качество в Lean встраивается в процесс, а не проверяется в конце. Для этого используются принципы Jidoka и методы предотвращения ошибок. Проблемы выявляются сразу, что снижает затраты на переделки.
7. Измерение результатов и корректировка
Эффективность Lean оценивается через показатели:
- длительность производственного цикла;
- уровень запасов;
- количество дефектов;
- общую эффективность оборудования;
- операционные затраты.
Регулярный анализ позволяет корректировать действия и закреплять результат.
8. Масштабирование и устойчивость
После успешного пилота Lean масштабируется на другие участки. Устойчивость достигается через стандартизацию, регулярные тренинги, визуальные инструменты и ежедневную работу с улучшениями.
Когда Lean упирается в нехватку людей
Даже при выстроенных процессах Lean эффективность часто ограничивается человеческим ресурсом: нехватка персонала, текучесть, простои из-за непокрытых смен сводят на нет часть улучшений.
В таких случаях важно отделить оптимизацию процессов от управления численностью.
Solution Pro предоставляет линейный персонал на условиях аутсорсинга и позволяет поддерживать производство без расширения штата.
Что получает бизнес:
- до 40% экономии на ФОТ за счет оплаты только фактически отработанных часов;
- до 30% экономии времени HR — подбор, замены и табелирование — наша зона ответственности;
- ноль кадровых и юридических рисков — поиск, подбор, оформление документов и налоги на нашей стороне;
- стабильность потоков — закрытие смен без сбоев даже в пиковые периоды;
- быстрый старт — выход персонала от 24 часов.
Solution Pro помогает удерживать эффект бережливого производства на практике — без перегрузки штата и роста постоянных затрат. Оставьте заявку, и мы предложим модель работы под ваши процессы и объёмы.